

振动时效消除焊接残余应力
一、课题提出
大连新船重工有限责任公司提出“振动时效技术及应用”的课题,其主要内容包括:振动时效技术的研究与振动时效技术在实际产品上的应用与效果。目的主要有:掌握振动时效技术与实际应用,确定在大平台工程中采用振动时效技术消除焊接接头焊接残余应力的可能性,试验和掌握振动时效技术,试验和掌握振动时效技术在实际产品上的应用工艺,试验和掌握振动时效技术用于实际产品的效果。
受大连新船重工有限责任公司的委托,结合以上内容与目的,我们主要在船体分段上进行了振动时效处理,探讨了采用振动时效技术消除船体分段焊缝焊接残余应力的可行性,并对处理效果进行了测试。
二、船体分段振动时效处理 受大连新船重工有限责任公司的委托,我们对该厂生产的焊接结构件船体分段进行了振动时效(振动消除应力技术)处理,共1件。经过处理焊接残余应力得到了不同程度的消除,基本上达到要求。
图1:船体分段现场
1.振动时效工艺参数的选择
图2:处理现场布置
根据船体分段结构的特点,及多次反复试振,确定工艺参数如下:
(1)支承方式:底部四点支承(如图2所示),由于本次处理受现场条件约束,用建造墩支承。
(2)激振点:如图2所示激振器安装在筋板平面上,用卡具卡紧。
(3)拾振位置:底板端部平面处。
(4)激振器偏心:用IFSVSR-2001型设备,偏心为“4档”。
(5)激振频率:通过扫频可见在IFSVSR-2001设备最大频率范围内有两个共振峰,在2855转/分和3195转/分左右,处理时可由加速度辐值来控制。
(6)处理时间:20~30分钟。
2.振动处理监测曲线与分析
船体分段在振动处理时给出了监测曲线(见下页),根据JB/5926.91机械行业标准的规定,监测曲线中出现下述三种情况之一,即认为振动处理达到了效果:
其一,时间振幅曲线[G(T)],随着时间在发生变化,即上升型、下降型均可(可由曲线指示或数字显示读数均可)。
其二,幅频特性曲线的对比,振后曲线(虚线)峰值升高。
其三,幅频特性曲线的对比,振后曲线(虚线)峰线左移即频率下降(可由曲线观察或上面数字显示看出)。
根据上述有关规定,观察我们对船体分段处理时获得的曲线图,可以看出:
船体分段的曲线图上时间振幅曲线[G(T)],呈下降型,峰值升高0.2g,峰点的频率从3195转/分变到3130转/分,下降65转/分,由此可以得出结论,本次处理是有效果的。
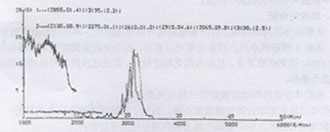
船体分段振动时效处理曲线
3.船体分段焊缝残余应力测试
为了检测振动时效在消除应力方面的效果,在振动处理前、后,分别在船体分段合拢的焊缝与底板对接焊缝处选择了10点进行残余应力的检测。测点布置见图3。
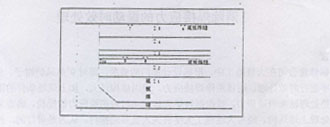
图3:焊缝残余应力测点布置
残余应力测试结果见表2。
表1:残余应力测试数据表 单位:MPa
点号 振前 σ1 振后 σ1 变化率 % 振前 σ2 振后 σ2 变化率 % 振前 θ(度) 振后 θ(度)
1 299.98 236.15 -21.28 173.68 141.88 -18.31 -0.03 0.01
2 325.44 242.36 -25.53 180.53 125.98 -30.22 0.05 0.19
3 316.78 192.49 -39.24 113.59 57.59 -49.30 0.06 0.01
4 261.03 210.83 -19.23 98.26 73.49 -25.20 0.11 -0.03
5 265.79 202.06 -23.98 134.85 88.73 -34.20 0.18 0.09
6 289.27 141.46 -51.10 150.79 123.48 -18.11 -0.20 -0.53
8 131.68 58.43 -55.63 -12.78 43.67 -441.73 0.17 -0.05
9 218.85 188.27 -13.97 64.83 34.67 -46.52 0.01 0.04
10 318.06 175.51 -44.82 195.02 2.84 -98.54 0.20 -0.03
应力水平 269.65 183.06 -32.11 122.09 76.93 -36.99
(注:第7点测点由于在测量时被损坏,故未测到数据。)
从表1可以看出,振动处理前平行焊缝平均主应力σ1为269.65MPa,而振动处理后主应力σ1为183.06MPa,消除率为32.11%,达到标准要求。垂直焊缝的平均主应力σ2为122.09MPa,而振动处理后的应力σ2为76.93MPa,消除率为36.99%,也达到了国家标准。因此这次振动时效消除焊接残余应力处理是合格的。另外残余应力均化效果较好,从表1中数据可明显见到这一特点。
三、结论与分析
1.从船体分段的曲线图上时间振幅曲线可以得出结论,本次处理是有效果的。
2.从表1焊缝残余应力测量结果可以看出,振动处理前振动处理后残余应力消除率为32.11%,达到标准要求,且应力均化程度较好。因此这次振动时效消除焊接残余应力处理是合格的。
3.从船体分段的振动时效处理过程与效果来看:
①船体分段的振动时效处理效果不错,达到了消除焊接残余应力的目的;
②振动时效技术在船厂实际产品上的应用是完全可行的;
③在大平台工程中采用振动时效技术消除焊接接头焊接残余应力也是可能的。
一、课题提出
大连新船重工有限责任公司提出“振动时效技术及应用”的课题,其主要内容包括:振动时效技术的研究与振动时效技术在实际产品上的应用与效果。目的主要有:掌握振动时效技术与实际应用,确定在大平台工程中采用振动时效技术消除焊接接头焊接残余应力的可能性,试验和掌握振动时效技术,试验和掌握振动时效技术在实际产品上的应用工艺,试验和掌握振动时效技术用于实际产品的效果。
受大连新船重工有限责任公司的委托,结合以上内容与目的,我们主要在船体分段上进行了振动时效处理,探讨了采用振动时效技术消除船体分段焊缝焊接残余应力的可行性,并对处理效果进行了测试。
二、船体分段振动时效处理 受大连新船重工有限责任公司的委托,我们对该厂生产的焊接结构件船体分段进行了振动时效(振动消除应力技术)处理,共1件。经过处理焊接残余应力得到了不同程度的消除,基本上达到要求。
图1:船体分段现场
1.振动时效工艺参数的选择
图2:处理现场布置
根据船体分段结构的特点,及多次反复试振,确定工艺参数如下:
(1)支承方式:底部四点支承(如图2所示),由于本次处理受现场条件约束,用建造墩支承。
(2)激振点:如图2所示激振器安装在筋板平面上,用卡具卡紧。
(3)拾振位置:底板端部平面处。
(4)激振器偏心:用IFSVSR-2001型设备,偏心为“4档”。
(5)激振频率:通过扫频可见在IFSVSR-2001设备最大频率范围内有两个共振峰,在2855转/分和3195转/分左右,处理时可由加速度辐值来控制。
(6)处理时间:20~30分钟。
2.振动处理监测曲线与分析
船体分段在振动处理时给出了监测曲线(见下页),根据JB/5926.91机械行业标准的规定,监测曲线中出现下述三种情况之一,即认为振动处理达到了效果:
其一,时间振幅曲线[G(T)],随着时间在发生变化,即上升型、下降型均可(可由曲线指示或数字显示读数均可)。
其二,幅频特性曲线的对比,振后曲线(虚线)峰值升高。
其三,幅频特性曲线的对比,振后曲线(虚线)峰线左移即频率下降(可由曲线观察或上面数字显示看出)。
根据上述有关规定,观察我们对船体分段处理时获得的曲线图,可以看出:
船体分段的曲线图上时间振幅曲线[G(T)],呈下降型,峰值升高0.2g,峰点的频率从3195转/分变到3130转/分,下降65转/分,由此可以得出结论,本次处理是有效果的。
船体分段振动时效处理曲线
3.船体分段焊缝残余应力测试
为了检测振动时效在消除应力方面的效果,在振动处理前、后,分别在船体分段合拢的焊缝与底板对接焊缝处选择了10点进行残余应力的检测。测点布置见图3。
图3:焊缝残余应力测点布置
残余应力测试结果见表2。
表1:残余应力测试数据表 单位:MPa
点号 振前 σ1 振后 σ1 变化率 % 振前 σ2 振后 σ2 变化率 % 振前 θ(度) 振后 θ(度)
1 299.98 236.15 -21.28 173.68 141.88 -18.31 -0.03 0.01
2 325.44 242.36 -25.53 180.53 125.98 -30.22 0.05 0.19
3 316.78 192.49 -39.24 113.59 57.59 -49.30 0.06 0.01
4 261.03 210.83 -19.23 98.26 73.49 -25.20 0.11 -0.03
5 265.79 202.06 -23.98 134.85 88.73 -34.20 0.18 0.09
6 289.27 141.46 -51.10 150.79 123.48 -18.11 -0.20 -0.53
8 131.68 58.43 -55.63 -12.78 43.67 -441.73 0.17 -0.05
9 218.85 188.27 -13.97 64.83 34.67 -46.52 0.01 0.04
10 318.06 175.51 -44.82 195.02 2.84 -98.54 0.20 -0.03
应力水平 269.65 183.06 -32.11 122.09 76.93 -36.99
(注:第7点测点由于在测量时被损坏,故未测到数据。)
从表1可以看出,振动处理前平行焊缝平均主应力σ1为269.65MPa,而振动处理后主应力σ1为183.06MPa,消除率为32.11%,达到标准要求。垂直焊缝的平均主应力σ2为122.09MPa,而振动处理后的应力σ2为76.93MPa,消除率为36.99%,也达到了国家标准。因此这次振动时效消除焊接残余应力处理是合格的。另外残余应力均化效果较好,从表1中数据可明显见到这一特点。
三、结论与分析
1.从船体分段的曲线图上时间振幅曲线可以得出结论,本次处理是有效果的。
2.从表1焊缝残余应力测量结果可以看出,振动处理前振动处理后残余应力消除率为32.11%,达到标准要求,且应力均化程度较好。因此这次振动时效消除焊接残余应力处理是合格的。
3.从船体分段的振动时效处理过程与效果来看:
①船体分段的振动时效处理效果不错,达到了消除焊接残余应力的目的;
②振动时效技术在船厂实际产品上的应用是完全可行的;
③在大平台工程中采用振动时效技术消除焊接接头焊接残余应力也是可能的。